หัวจับเครื่องมือ (Tool Holder) มีกี่ประเภท เลือกใช้อย่างไรให้เหมาะสม
October 1, 2024
METROTOM 1 เครื่องสแกนชิ้นงาน X-ray ด้วยเทคโนโลยี Zeiss CT Scan
December 4, 2024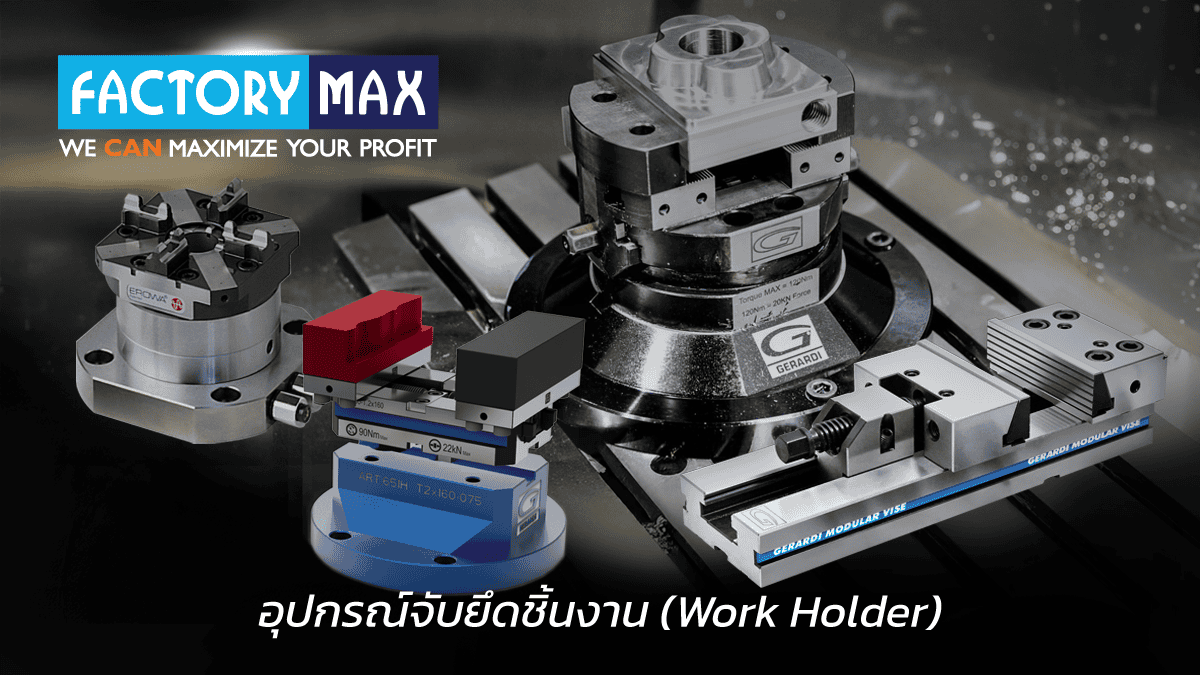
อุปกรณ์จับยึดชิ้นงาน (Work Holder) คืออะไร?
อุปกรณ์จับยึดชิ้นงานในงานตัดเฉือนขึ้นรูปโลหะ (Machining) คืออุปกรณ์ที่มีความสำคัญเป็นอย่างมาก ถ้าขาดอุปกรณ์ชนิดนี้เราก็ไม่สามารถที่จะทำการผลิตชิ้นงานได้ เพราะไม่รู้จะจับชิ้นงานให้เกิดการตัดเฉือนได้อย่างไรโดยเฉพาะปากกาจับยึดชิ้นงาน ซึ่งใช้กันอย่างแพร่หลายในการผลิตด้วยเครื่องจักรต่าง ๆ เราจำเป็นที่จะต้องจับชิ้นงานให้แข็งแรงอยู่ในตำแหน่งได้อย่างแม่นยำ จนกระทั่งผลิตงานได้เสร็จ จึงสามารถที่จะควบคุมคุณภาพของชิ้นงานได้อย่างเที่ยงตรง
การทำงานตัดเฉือนจะเกิดแรงตัดที่รุนแรงขึ้น ตัวชิ้นงานจึงต้องถูกยึดให้อยู่กับที่ไม่สามารถที่จะเคลื่อนที่ออกไปได้ ถ้าเราจับยึดชิ้นงานไม่แข็งแรงพอ เราจำเป็นต้องทำงานให้ช้าลง ลดความรุนแรงในการตัดเฉือนงาน หรือทำให้ช้าลง ส่งผลทำให้ต้องใช้เวลาในการผลิตที่นานขึ้น
ประเภทการจับยึดชิ้นงานรูปแบบต่าง ๆ
- การจับล็อกโดยตรง (Direct Clamp)
- ปากกาจับยึดงานทั่วไป
- หัวจับงานทรงกระบอก
- ปากกาจับงานพรีซิชั่น
- ปากกาจับงานพรีซิชั่นสำหรับงานตัดเฉือนหนัก
- ปากกาพรีซิชั่นแบบไฮดรอลิก
- การจับยึดแบบ Modular
- ปากกาจับงานสำหรับเครื่องกัด 5 แกน
- การจับยึดงานด้วยฐานแม่เหล็ก
- การจับยึดด้วยพาเลท (Pallet)
- การจับยึดในระบบ Zero Point System
- การจับยึดด้วยหัวจับ HSK
- การจับยึดด้วย Cube Station ร่วมกับพาเลท
- อุปกรณ์จับชิ้นงานไวน์คัท (Wire Cut / WEDM)
- อุปกรณ์จับชิ้นงานไวน์คัท (Wire Cut / WEDM) ในระบบ Zero Point System
1. การจับล็อกโดยตรง (Direct Clamp)
เหมาะกับชิ้นงานขนาดใหญ่ ที่มีพื้นที่ในการจับยึดชิ้นงาน หรือสามารถทำรูเจาะบนชิ้นงานได้ วิธีนี้เป็นวิธีพื้นฐานที่เลือกใช้งานเบื้องต้น จะใช้สกรูกดชิ้นงานผ่านตัวกด หรือการเจาะรูบนชิ้นงานโดยตรง


2. ปากกาจับยึดงานทั่วไป
สำหรับการจับยึดชิ้นงานที่ไม่ต้องการความเที่ยงตรง หรือความแม่นยำสูงมาก เหมาะกับงานที่มีด้านตรงข้ามขนานกัน และงานในลักษณะสี่เหลี่ยม ถ้าเป็นงานที่เป็นส่วนโค้ง หรือเป็นโปรไฟล์ อาจจะจำเป็นต้องใช้อุปกรณ์เสริมในการทำงานร่วม ปากกาจับงานประเภทนี้จะเหมาะกับการทำงาน งานกัด งานเจาะรู ทั่วไปที่มีขนาดไม่ใหญ่มากนัก ปากกาจับชิ้นงานแบบนี้ใช้งานได้ง่ายสะดวก มีอายุการใช้งานยาวนาน การดูแลรักษา และซ่อมแซมทำได้ง่ายไม่ซับซ้อน เป็นปากกาที่นิยมใช้งานกันอย่างแพร่หลายในโรงงาน

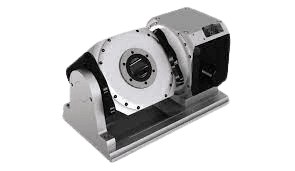
3. หัวจับงานทรงกระบอก (หัวจับแท่นกลึง 3 จับ, 4 จับ)
มีลักษณะเป็นฟันจับแบบ 3 จับ และฟันจับแบบ 4 จับ ใช้จับงานทรงกระบอก โดยเฉพาะงานกลึง เป็นอุปกรณ์จำเป็นบนเครื่องกลึง เครื่องเจียกลม และเครื่องกัดที่ต้องทำงานทางด้านข้าง หรือหน้าตัดของเพลากลม เพื่อให้การจับงานมีความมั่นคงแข็งแรง อาจจะใช้งานร่วมกับยันศูนย์ท้าย ก็จะทำให้การจับยึดมีความแข็งแรงที่สูงขึ้น การใช้งานบนเครื่อง Manual จะนิยมใช้อุปกรณ์ร่วมกับหัวแบ่งองศา ทำให้สามารถควบคุมตำแหน่งขององศางานได้อย่างแม่นยำ ถ้าเป็นอุปกรณ์รุ่นใหม่ก็สามารถควบคุมการทำงาน แกนหมุนแบบดิจิตอลได้ จึงสามารถทำงานเป็นแกนที่ 4 หรือแกนเพิ่มเติมให้กับเครื่องจักรได้
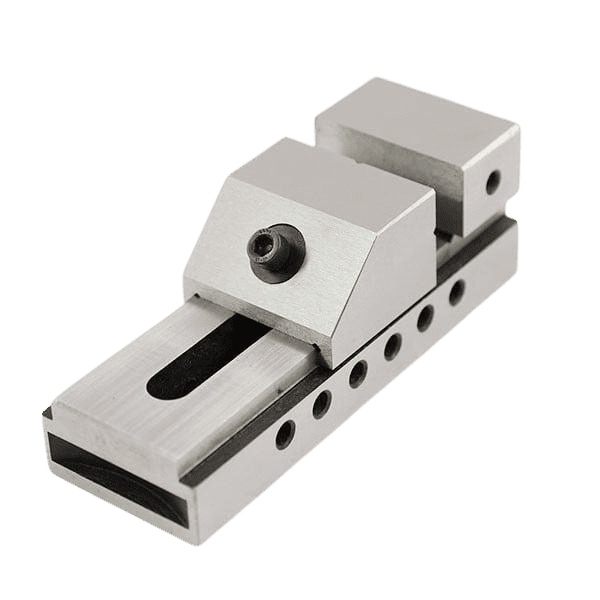
4. ปากกาจับงานพรีซิชั่น
เหมาะกับการจัดงานเหลี่ยมที่มีการตัดเฉือนวัสดุไม่รุนแรง นิยมใช้กับงานเจีย งานกัดเบา ๆ งาน EDM หรือ ไวน์คัท (Wire cut) ขนาดชิ้นงานไม่เกิน 200-300 mm ปากกาชนิดนี้มีขนาดกะทัดรัดหลากหลายขนาดตามขนาดของชิ้นงาน การขันล็อกมักทำในแนวเฉียง เพื่อไม่ให้เกะกะการทำงาน และไม่ต้องใช้พื้นที่มากนัก ส่วนใหญ่จะใช้เกลียวล็อก และอุปกรณ์ร่วมขนาดเล็ก จึงไม่สามารถให้แรงจับยึดสูง ๆ ได้ ปากกาพวกนี้จะผิวด้านข้าง ด้านหน้าเจียเรียบ และผลิตให้ปากกามีความขนาน ความฉากร่วมกัน ในการจับงานเพียงครั้งเดียว สามารถที่จะพลิกปากกาไปทำงานด้านข้างต่อได้ ทำให้ไม่ต้องถอดชิ้นงานออกแล้วจับยึด และปรับตั้งชิ้นงานใหม่อีกครั้ง จึงสามารถทำงานได้อย่างรวดเร็ว และรักษาความเที่ยงตรงในการทำงานได้เป็นอย่างดี
5. ปากกาจับงานพรีซิชั่นสำหรับงานตัดเฉือนหนัก
ปากกาที่เหมาะกับงานที่ต้องการความเที่ยงตรงสูง ปากกาแบบนี้จะคล้ายกับปากกาพรีซิชั่นสำหรับงานเบา แต่จะแตกต่างตรงขนาดของเกลียวที่ใช้ในการล็อก และอุปกรณ์ร่วมในการจับยึดชิ้นงานจะมีขนาดที่ใหญ่ขึ้น จึงสามารถใช้กับงานกัดทั่วไปได้เป็นอย่างดี ผู้ผลิตบางรายยังพัฒนากลไกการกดงานให้ได้ความแม่นยำที่สูงขึ้น ช่วยกดงานให้แนบกับพื้นล่างได้สนิท จึงช่วยลดเวลาในการปรับตั้งงานรับผลิตงานได้เที่ยงตรงขึ้น
6. ปากกาพรีซิชั่นแบบไฮดรอลิก
ปากกาที่ทำงานร่วมกันระหว่างกลไกกับไฮโดรลิค สามารถให้แรงในการจับยึดชิ้นงานได้สูงมาก และมีความเที่ยงตรง อีกทั้งยังดูดซับการสั่นสะเทือนได้ดี แต่มีข้อจำกัดเรื่องความยาวของช่วงกระบอกไฮโดรลิค ทำให้ลดระยะการจับงาน หรือต้องลดขนาดของชิ้นงานที่สามารถจับได้ลง ตัวปากกาจะมีความยาวกว่าปากกาพริซิชั่นที่ใช้กลไกในการขันล็อก นอกจากนี้ประเด็นการใช้งานก็ต้องระวัง การจับงานที่ไม่ถูกต้องสามารถทำความเสียหายให้กระบอกไฮโดรลิกหรือชิ้นงานได้ การซ่อมบำรุงดูแลรักษาก็จะซับซ้อนกว่าปากกาพื้นฐานเป็นอย่างมาก
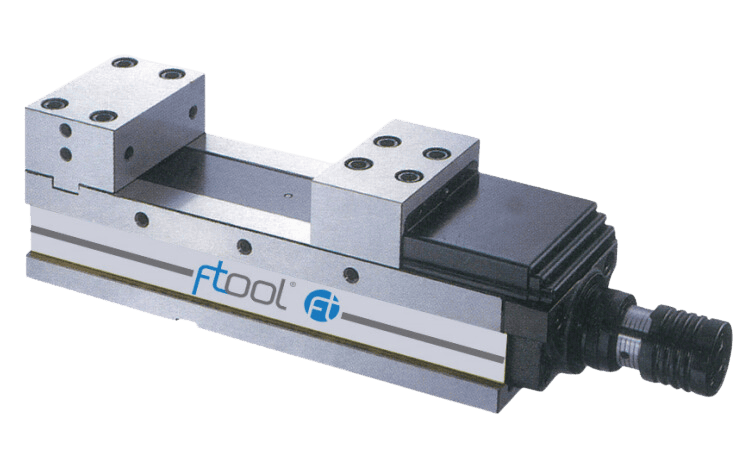
Credit: Ftool
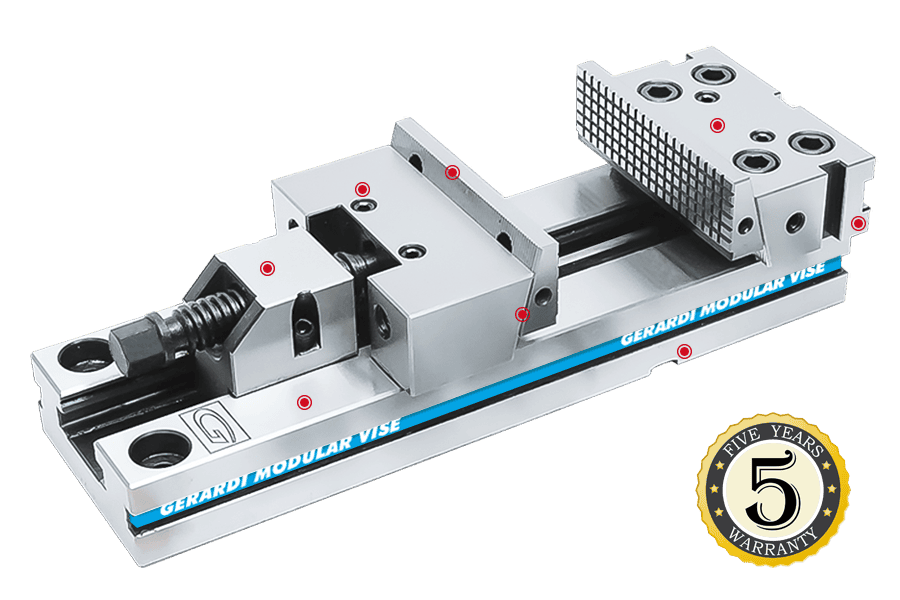
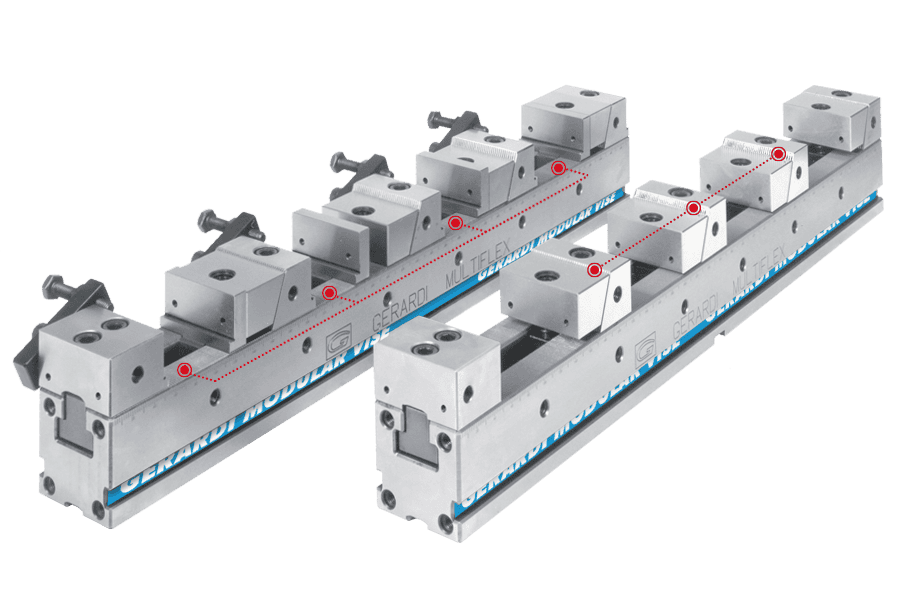
7. การจับยึดแบบ Modular
ปากกาที่เหมาะกับการจัดยึดชิ้นงานหลาย ๆ ตัวพร้อมกัน มีความยืดหยุ่นในการปรับขนาดให้เหมาะกับขนาด และบริเวณที่ต้องการจับยึด เป็นการจับยึดชิ้นงานที่เหมาะกับกระบวนการผลิตแบบ Mass Production อย่างมาก เพราะสามารถลดเวลาในการจับยึดชิ้นงาน และปรับตั้งเครื่องจักรได้เป็นอย่างมาก การจัดยึดแบบนี้ก็มีความยืดหยุ่นในการใช้งาน สามารถเปลี่ยนปากกา หรือรูปร่างของอุปกรณ์ได้หลากหลายตามลักษณะของชิ้นงาน
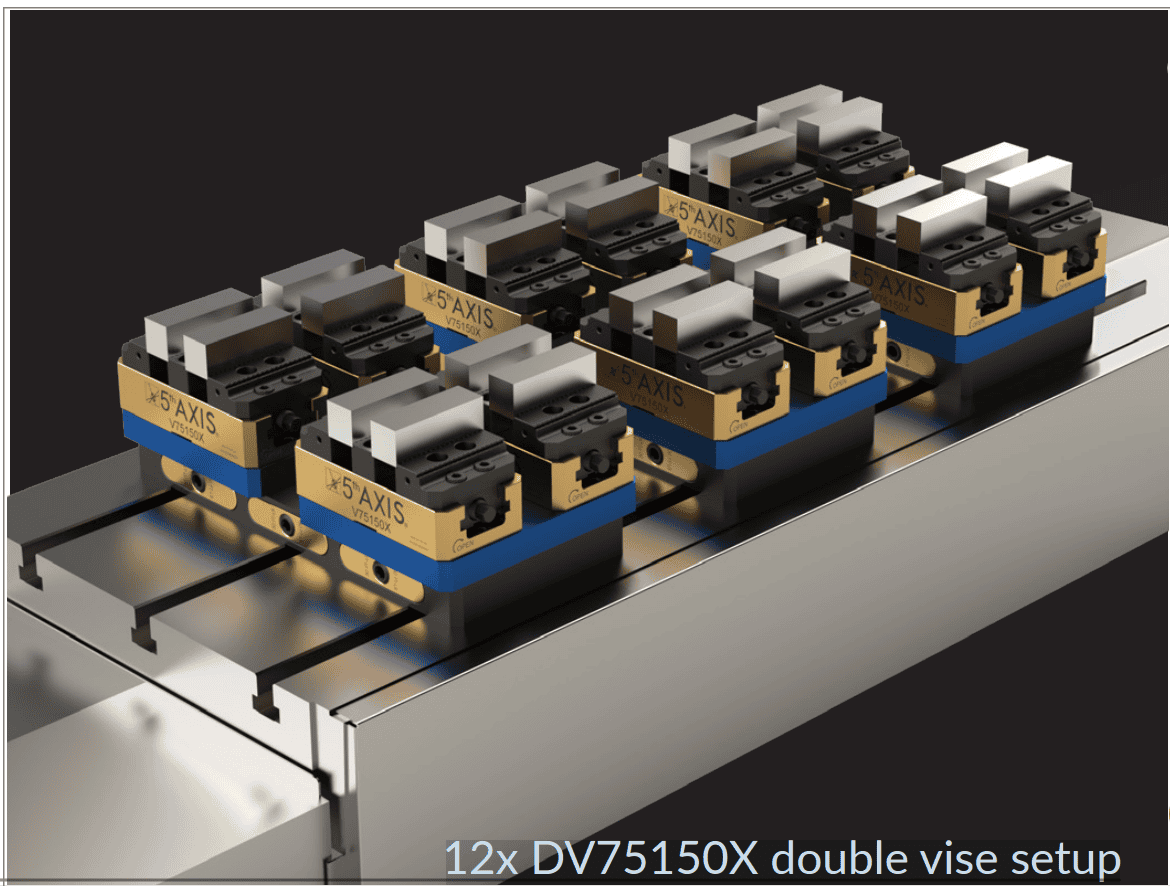
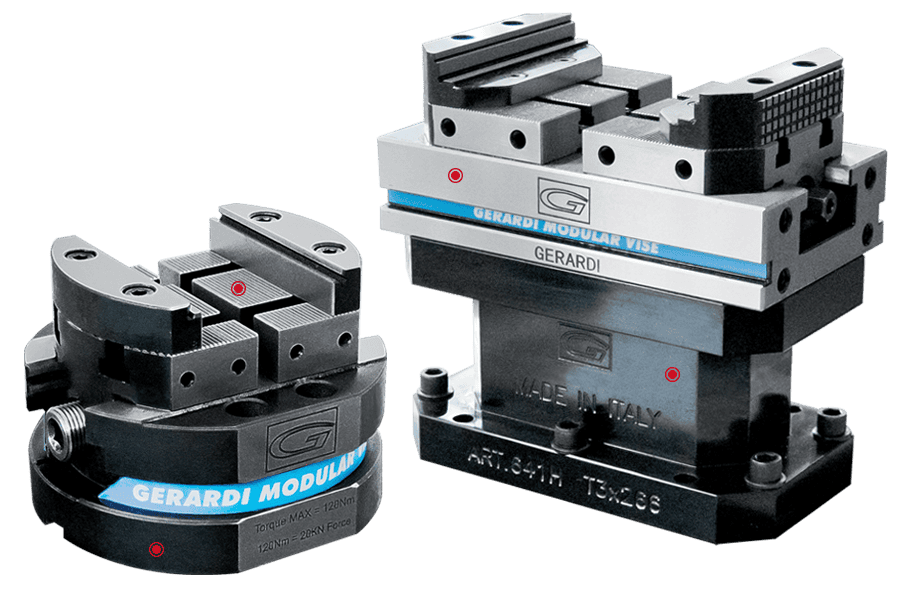
8. ปากกาจับงานสำหรับเครื่องกัด 5 แกน
การจับยึดงานในการทำงานกับเครื่องจักร 4 – 5 แกน จะต้องการอุปกรณ์จับยึดที่มีขนาดกะทัดรัด เนื่องจากในการสวิง หรือหมุนตำแหน่ง ถ้าปากกามีพื้นที่ขนาดใหญ่ อาจจะไปกระแทกกับหัวสปินเดิล หรืออุปกรณ์อื่น ๆ ได้ การจัดยึดชิ้นงานยังคงต้องการอุปกรณ์ที่ใช้แรงในการจับยึดที่สูง สามารถรับแรงตัดเฉือนปานกลางถึงค่อนข้างหนักได้ อีกทั้งงานที่นำมาทำกับเครื่องจักรประเภทนี้ก็มีมูลค่าที่สูง จึงจำเป็นต้องใช้วิธีการจับยึดที่ค่อนข้างให้ความเชื่อถือที่จะรักษาตำแหน่งของชิ้นงานได้ดี และรับแรงจากการตัดเฉือนได้สูง
9. การจับยึดงานด้วยฐานแม่เหล็ก
เป็นวิธีการที่ใช้แรงดูดจากแม่เหล็กในการจับยึดชิ้นงาน ชิ้นงานต้องเป็นวัสดุในกลุ่มเหล็ก และสเตนเลสที่แม่เหล็กดูดได้เท่านั้น แม่เหล็กที่ใช้จะให้แรงจับยึดที่แตกต่างกัน สามารถเลือกใช้ได้ตั้งแต่แรงจับยึดต่ำในงาน EDM งานเจีย ไปจนงานกัดหนัก ๆ ก็สามารถเลือกใช้ให้เหมาะกับการทำงานได้ การจับยึดด้วยวิธีนี้เหมาะกับชิ้นงานที่มีพื้นด้านล่างเรียบ ใช้งานได้ง่ายสะดวก เมื่อวางชิ้นงานลงบนฐานแล้ว ก็ให้แม่เหล็กทำงาน ซึ่งอาจจะเป็นระบบไฟฟ้า หรือการขันล็อกแม่เหล็กด้วยมือ ชิ้นงานก็จะติดแน่นอย่างมั่นคง
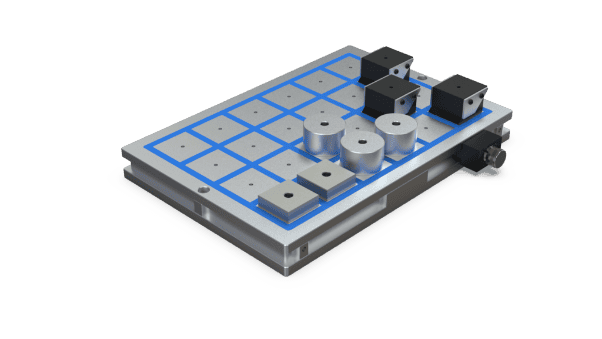
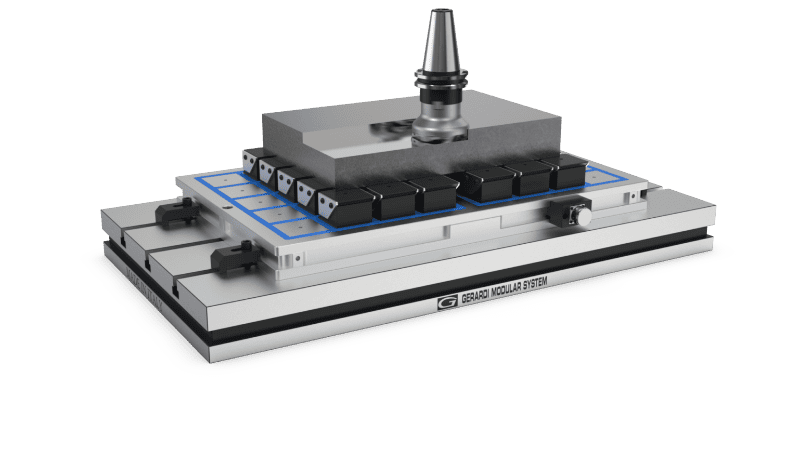
Credit: Gerardi Magnetic Table
10. การจับยึดด้วยพาเลท (Pallet)
วิธีการนี้เหมาะกับชิ้นงานที่ต้องผ่านการผลิตหลายเครื่องจักรหลายขั้นตอน หรือต้องมีการพลิกงานไปทำด้านข้าง กรณีที่เป็นการผลิตด้วยเครื่องจักรหลายตัว สามารถจับงานครั้งเดียวบนแผ่นพาเลท แล้วขนย้ายไปเครื่องจักรต่อไปโดยไม่ต้องถอดชิ้นงานออกจากอุปกรณ์จับยึดอีก วิธีการนี้จะมีฐานพาเลทแล้วจับยึดชิ้นงานโดยตรงกับพาเลท หรือติดตั้งปากกาในการจับยึดชิ้นงาน สามารถใช้กับชิ้นงานขนาดเล็กไปจนขนาดใหญ่ในระดับเมตร หรือใช้กับการจับยึดร่วมกับ Cube Station เพื่อจับงานกับเครื่องกัดแนวนอนก็ได้ ระบบพาเลทโดยทั่วไปจะมีการบังคับตำแหน่งของตัวฐานให้เป็นแบบ Zero Point System เมื่อขนย้ายไปยังเครื่องจักรใหม่ก็จะอยู่ในตำแหน่งศูนย์เดิม ทำให้ไม่ต้องเสียเวลาปรับตั้งตำแหน่งศูนย์ จึงช่วยประหยัดเวลาได้และช่วยให้ทำงานได้ความเที่ยงตรงขึ้น
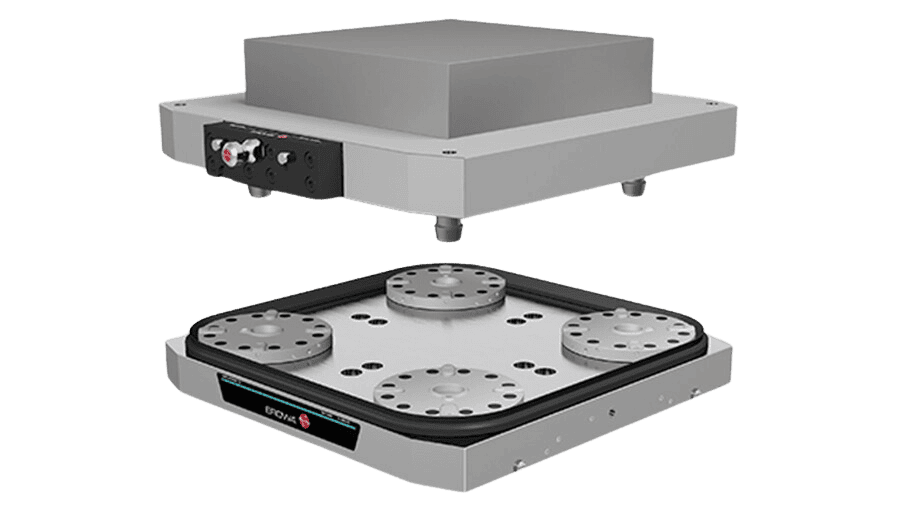

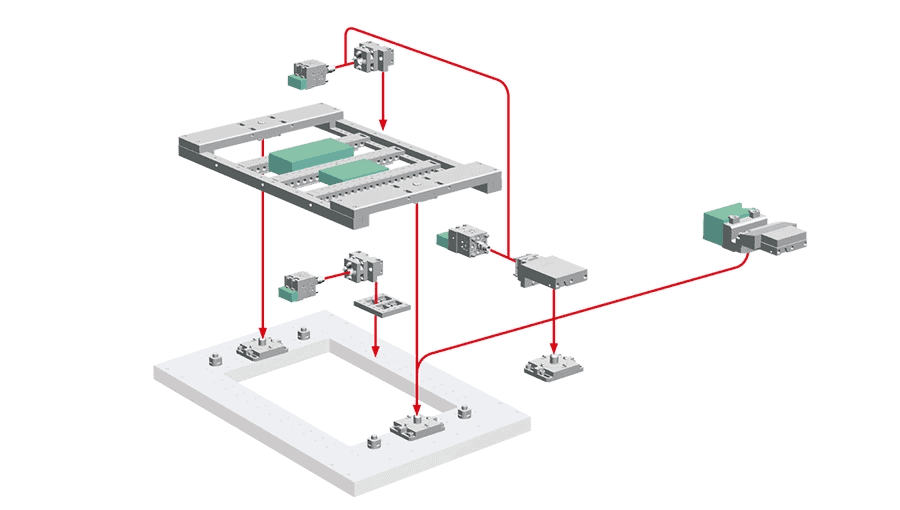
11. การจับยึดในระบบ Zero Point System
ใช้หลักการเดียวกับการจับยึดด้วยพาเลท แต่จะมีฐานที่เล็กกว่า มีระบบในการบังคับตำแหน่งของเพลทจับยึด วิธีการนี้เดิมนิยมใช้กับงาน EDM ในการจับตัวอิเล็กโตรท เพื่อนำไปเข้าเครื่องกัดขึ้นรูปก่อนนำกลับมาจับกับหัวเครื่อง EDM เพื่อทำงานขึ้นรูปชิ้นงาน แต่ปัจจุบันก็สามารถใช้กับชิ้นงานผลิตด้วยงานตัดเฉือนได้ทั่วไปโดยมีขนาดไม่เกิน 200-300 mm การจับยึดด้วยวิธีนี้เหมาะกับการต้องทำงานในหลายขั้นตอนใช้การจับยึดเพียงครั้งเดียว โดยไม่ต้องทำการหาตำแหน่งจุดศูนย์ของงานใหม่ เมื่อเปลี่ยนเครื่องจักรทำให้ลดเวลาลงได้อย่างมาก และผลิตชิ้นงานได้ความเที่ยงตรงที่สูงขึ้น วิธีการจับยึดชิ้นงานก็สามารถทำได้อย่างหลากหลาย ทั้งการล็อกด้วยสกรูโดยตรง การล็อกงานจากด้านข้าง ใช้ร่วมกับปากกา หรือหัวจับงานกลมก็ทำได้อย่างสะดวก หัวจับประเภทนี้เลือกใช้ได้หลายขนาด และมีอุปกรณ์ที่สามารถจับยึดชิ้นงานได้หลากหลายวิธีการ
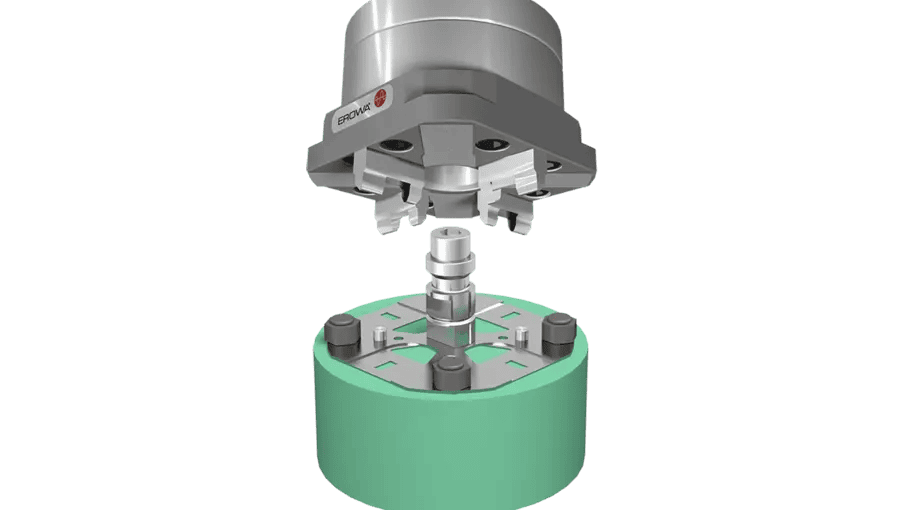
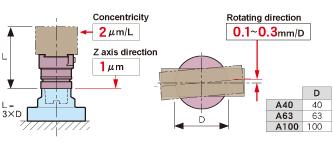
12. การจับยึดด้วยหัวจับ HSK
คล้ายกับการจับงานในระบบ Zero Point System เหมาะกับงานขนาดเล็ก การจับยึดจะใช้หัวจับ HSK ที่สามารถควบคุมความแม่นยำของตำแหน่งงานได้ต่ำกว่า 1 µm ส่วนในแนวแกนหมุนจะมีความคลาดเคลื่อน ~0.1-0.3 mm แต่สามารถปรับตั้งก่อนการทำงานได้ไม่ยาก หรือกรณีที่เครื่องจักรมีระบบหาตำแหน่งอ้างอิงแบบอัตโนมัติ ก็ไม่เป็นการเสียเวลาใด ๆ เพราะเป็นเรื่องที่จำเป็นต้องทำก่อนการผลิตอยู่แล้ว การจับยึดด้วยวิธีนี้จะมีความยืดหยุ่น และทำงานได้คล่องตัวมาก เพราะเลือกขนาดของชิ้นงานได้ตามขนาดของหัวจับ HSK40, HSK63 หรือ HSK100 จึงเหมาะเป็นอย่างยิ่งกับชิ้นงานขนาดเล็ก ๆ ไปจนขนาดปานกลาง หรือใช้กับการผลิตในเครื่องจักรที่มีขนาดเล็ก ต้องการความกะทัดรัด อุปกรณ์ต่าง ๆ ต้องไม่เกะกะกีดขวางการทำงาน
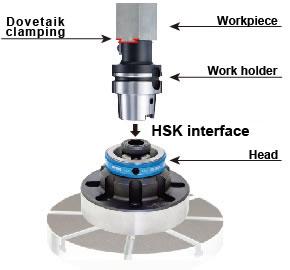
Credit: MST clamping
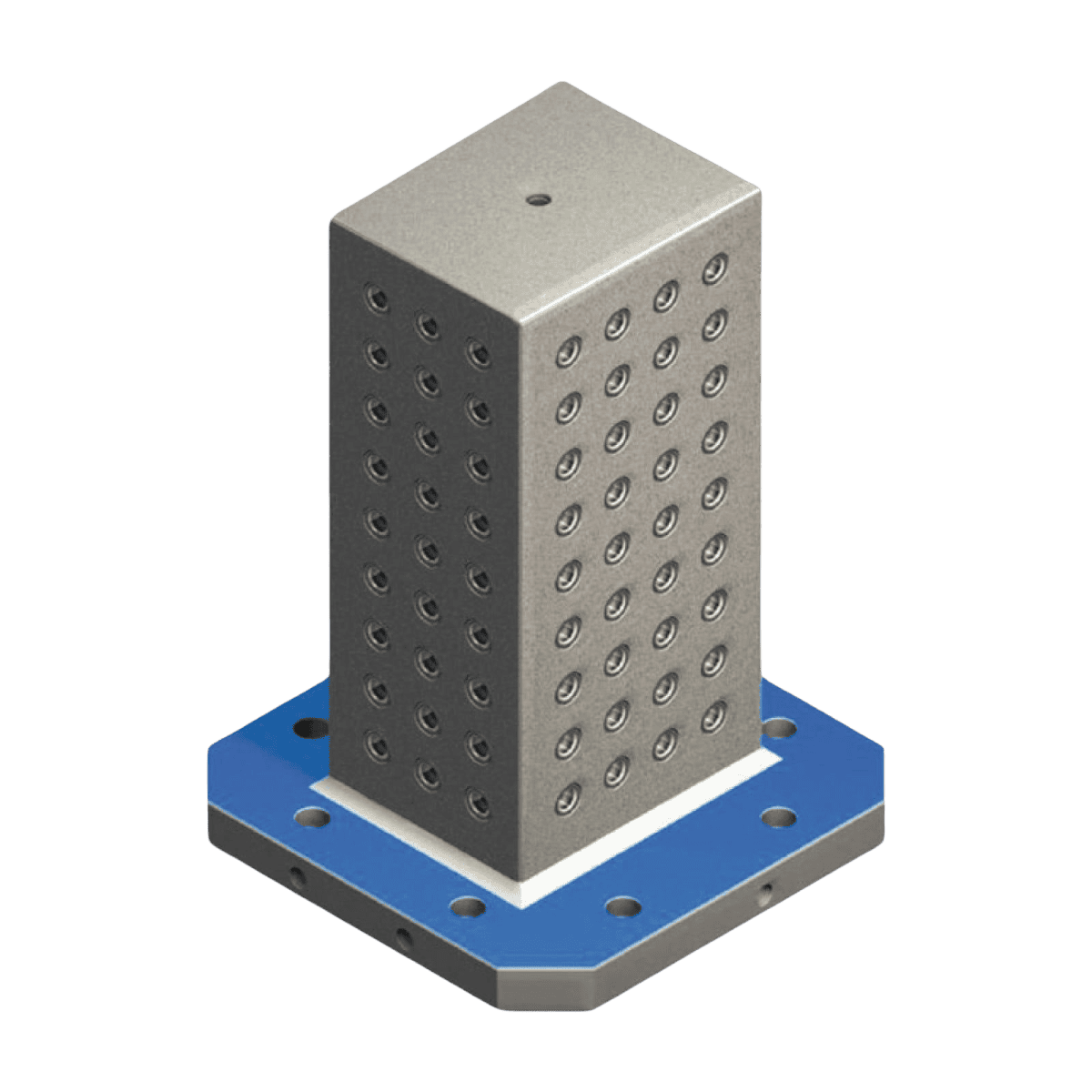
13. การจับยึดด้วย Cube Station ร่วมกับพาเลท
เหมาะกับงานตั้งแต่ขนาดปานกลางไปถึงค่อนข้างใหญ่ ใช้กับเครื่องจักรแนวนอน การจัดยึดสามารถทำโดยตรงบน Cube Station ตามรูป ซึ่งมีอยู่ 4 หน้า ทำให้สามารถจับยึดชิ้นงานได้หลายชิ้นได้พร้อม ๆ กัน แล้วทำงานอัตโนมัติต่อเนื่องได้ยาว ๆ หรือชิ้นงานที่ต้องทำงานทั้งด้านหน้าและด้านข้างด้วย ทำให้ไม่ต้องเสียเวลาในการถอดชิ้นงานเข้าออกจากการจับยึด
14. อุปกรณ์จับชิ้นงานไวน์คัท (Wire Cut / WEDM)
การทำงานของเครื่องไวน์คัท จะเกิดแรงกระทำต่องานต่ำ และมีข้อจำกัดที่อุปกรณ์จับยึดงานจะต้องไม่ยื่นออกมาพ้นด้านบน และด้านล่างของชิ้นงานมาก มิฉะนั้นแล้วจะทำให้เสียเวลาในการทำงานที่นานขึ้น เพราะหัว Nozzle ที่ทำหน้าที่ในการประคองลวด จะอยู่ไกลออกไปจากผิวของชิ้นงาน ชุดเซ็ตของอุปกรณ์จับงานไวน์คัทจะประกอบไปด้วยชิ้นส่วนหลายชิ้น สามารถปรับแต่งระยะการจับยึดชิ้นงานได้หลายขนาด มีรูปร่างโปรไฟล์ต่าง ๆ ตามลักษณะชิ้นงานทั้งงานกลม งานที่เป็นผิวเอียง และด้วยการทำงานที่ต้องสัมผัสกับน้ำ หรืออยู่ใต้น้ำ วัสดุต่าง ๆ จึงต้องเป็นสเตนเลสทั้งหมด
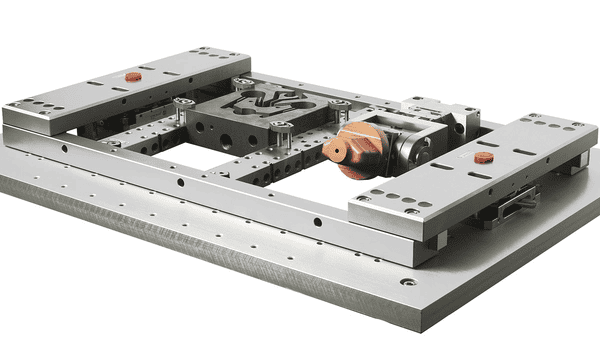
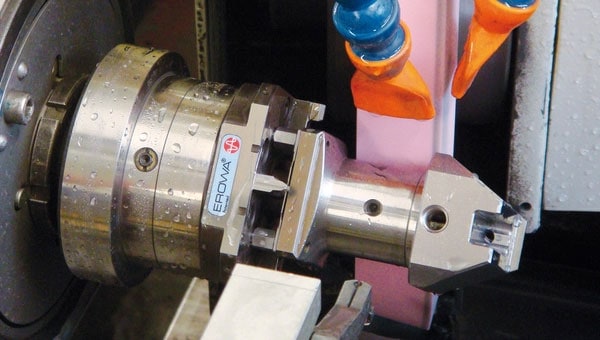
15. อุปกรณ์จับชิ้นงานไวน์คัท (Wire Cut / WEDM) ในระบบ Zero Point System
เหมาะกับชิ้นงานขนาดเล็ก ที่ต้องการความเที่ยงตรงในการผลิตสูง ชิ้นงานที่ต้องผ่านการทำงานในหลายขั้นตอน หรือต้องจับยึดหลายครั้งถ้าใช้วิธีการอื่นจะเสียเวลาการถอดชิ้นงานเข้าออกเป็นอย่างมาก ชิ้นงานที่จะต้องมีการไวน์คัทในหลายทิศทาง หรือต้องหมุนงานในการจับงานในครั้งเดียว ทำให้การทำงานเกิดความแม่นยำที่สูงขึ้น
Credit: Erowa