Crea Borer: นวัตกรรมดอกเจาะรูลึกความแม่นยำสูง จบงานในครั้งเดียวโดยไม่ต้องรีมเมอร์
February 19, 2026
HYDRO-SWISS TURN: Tool Holders Swiss Type ที่สุดแห่งความแม่นยำ < 1µm
February 24, 2026
ในอุตสาหกรรมการผลิตที่ต้องแข่งขันกับเวลา ปัญหาแม่พิมพ์เสียหายเป็นสิ่งที่หลีกเลี่ยงได้ยาก ประเด็นสำคัญที่ส่งผลต่อกำไรและขาดทุนโดยตรงคือ “วิธีการซ่อม” หากเราเลือกใช้วิธีการซ่อมแบบดั้งเดิมที่ใช้ความร้อนสูง ผลที่ตามมาคือโครงสร้างเหล็กจะเกิดความเสียหายจากความร้อนสะสม ทำให้แม่พิมพ์เปราะหรือเสียรูปทรงได้ง่าย ซึ่งนั่นหมายถึงค่าใช้จ่ายในการทำแม่พิมพ์ใหม่หรือการหยุดไลน์ผลิตที่ยาวนาน
เลือกอ่านประเด็นที่สนใจ
- Sanwa SW-V02: Portable และ ทรงพลัง
- การเตรียมผิวงาน (Surface Preparation)
- เลือกขนาดลวดเชื่อมอย่างไรให้เหมาะสม
- เจาะลึกข้อสงสัย: คำถามที่พบบ่อยเกี่ยวกับการซ่อมแม่พิมพ์ด้วย Sanwa SW-V02
เทคโนโลยี “เครื่องเชื่อมเย็น” (Cold Welder) จึงถูกพัฒนาขึ้นมาเพื่อแก้ปัญหานี้โดยเฉพาะ โดยเฉพาะในรุ่น Sanwa SW-V02 ที่โดดเด่นในเรื่องความคล่องตัวแบบ Portable และความสามารถในการรองรับลวดเชื่อมได้หลากหลายขนาดตั้งแต่ 0.1 มม. ไปจนถึง 2.0 มม. บทความนี้จะเจาะลึกทุกขั้นตอนการใช้งานจริง เพื่อให้คุณรักษาและซ่อมแซมแม่พิมพ์ให้กลับมามีคุณภาพเหมือนใหม่อีกครั้ง
ทำไมต้อง “เครื่องเชื่อมเย็น” (Cold Welder)?
คำว่า “เชื่อมเย็น” หลายคนอาจเข้าใจผิดว่าไม่มีความร้อนเลย แต่ในความเป็นจริงหมายถึงกระบวนการที่เกิด ความร้อนสะสมในชิ้นงานต่ำมาก (Low Heat Input) ต่ำในระดับที่ผู้ใช้งานสามารถเอามือสัมผัสแนวเชื่อมได้เกือบจะทันทีหลังจากเชื่อมเสร็จสิ้น
หลักการสำคัญ: พลังงานที่เหมาะสมเพื่อรักษาโครงสร้างวัสดุ
หัวใจหลักของการซ่อมแม่พิมพ์ให้มีคุณภาพ คือการใช้วัสดุเชื่อมแม่พิมพ์ที่เข้ากันได้กับเนื้อวัสดุเดิมและรักษาค่าความแข็ง (Hardness) ให้คงเดิม Sanwa SW-V02 ใช้เทคโนโลยีการปล่อยกระแสไฟความละเอียดสูง (Precision Pulse Control) ซึ่งมีผลโดยตรงต่อโลหะวิทยาใน 2 ด้านหลัก:
- การควบคุมความแข็ง (Hardness Control): ด้วยพลังงานที่แม่นยำในช่วงเวลาสั้นระดับมิลลิวินาที ทำให้ความร้อนไม่แผ่ขยายเป็นวงกว้าง
- โครงสร้างไม่เปลี่ยนแปลง (Microstructure Stability): เมื่อความร้อนสะสมต่ำ การเปลี่ยนแปลงโครงสร้างผลึกของเหล็ก (Grain Structure) จึงเกิดขึ้นน้อยมาก ช่วยลดผลกระทบจากความร้อน (Heat Affected Zone – HAZ) ซึ่งมักจะเป็นจุดอ่อนที่ทำให้แม่พิมพ์เกิดการแตกร้าวในภายหลัง ทำให้งานเชื่อมมีความแข็งและเนื้อเดิมกลมกลืนเป็นเนื้อเดียวกันอย่างสมบูรณ์
Sanwa SW-V02: Portable และ ทรงพลัง
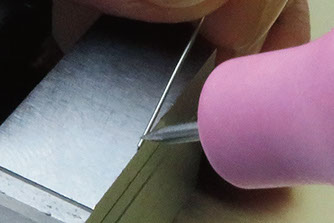
ความคล่องตัวแบบ Portable
ด้วยดีไซน์ที่กะทัดรัด เครื่องรุ่นนี้จึงออกแบบมาเพื่อตอบโจทย์การซ่อมหน้างานจริง (On-site Repair):
- ไม่ต้องถอดประกอบหรือขนย้ายแม่พิมพ์: ช่างสามารถหิ้วเครื่องไปซ่อมที่เครื่องฉีดหรือเครื่องปั๊มได้ทันที ลด Downtime จากการรื้อถอนและติดตั้งใหม่
- เข้าถึงจุดที่ซับซ้อนได้ง่าย: สายหัวเชื่อมที่มีความยืดหยุ่นช่วยให้สามารถเข้าถึงซอกมุมที่ยากลำบากของแม่พิมพ์ได้อย่างคล่องตัว
รองรับลวดเชื่อมขนาด 0.1 – 2.0 มม.
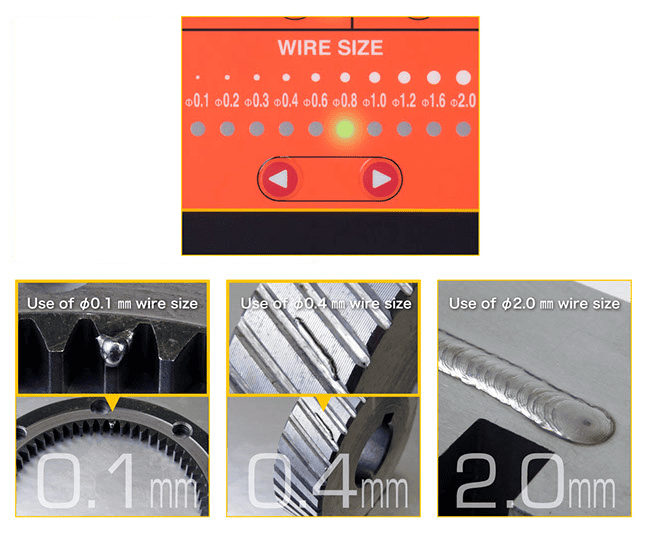
ด้วยขีดความสามารถที่เพิ่มขึ้น ทำให้รองรับงานได้ครอบคลุมที่สุดในท้องตลาด:
- 0.1 – 0.4 mm (Micro Repair): สำหรับรอยตามด รอยขีดข่วนเล็กๆ หรือรอยกัดกรด
- 0.5 – 1.2 mm (General Repair): สำหรับขอบมุมบิ่น รอยกระแทก หรือรอยร้าวปานกลาง
- 0.5 – 1.2 mm (General Repair): สำหรับขอบมุมบิ่น รอยกระแทก หรือรอยร้าวปานกลาง
เชื่อมอย่างไรให้ประสิทธิภาพสูงสุด
การใช้งานเครื่องเชื่อมเย็นให้ได้ประสิทธิภาพสูงสุดนั้น ต้องเริ่มจากการเตรียมการและการตั้งค่าที่ถูกต้องเป็นอันดับแรก
การเตรียมผิวงาน (Surface Preparation)
“การเตรียมผิวที่ดี คือ 70% ของความสำเร็จในการเชื่อมซ่อมแม่พิมพ์” หากผิวงานสกปรก แม้จะใช้เครื่อง Sanwa SW-V02 หรือลวดเกรดดีเพียงใด ก็อาจเกิดปัญหาเชื่อมไม่ติด (Poor Bonding), เกิดฟองอากาศ (Porosity) หรือรอยเชื่อมหลุดร่อนได้ ก่อนเริ่มงานต้องผ่าน 3 ขั้นตอนสำคัญ:
1. ขจัดคราบไขมันและสิ่งสกปรก (Degreasing)
คราบน้ำมัน จาระบี หรือน้ำยากันสนิม คือ “ฉนวนไฟฟ้า” ที่ขัดขวางการเดินกระแสไฟ และเมื่อโดนความร้อนจะระเหยเป็นแก๊สทำให้เกิดฟองอากาศ
- วิธีทำ: ใช้น้ำยาทำความสะอาดแม่พิมพ์ (Mold Cleaner), อะซิโตน หรือทินเนอร์ เช็ดบริเวณที่จะซ่อมและบริเวณใกล้เคียงให้แห้งสนิท
- ข้อควรระวัง: หลังเช็ดแล้ว ห้ามใช้นิ้วมือสัมผัสผิวงานโดยตรง เพราะคราบเหงื่อจะทำให้ผิวสกปรกอีกครั้ง
2. กำจัด “ชั้นผิวที่เกิดการล้าตัว” และสนิม (Remove Fatigue Layer & Oxide)
ผิวแม่พิมพ์เก่าที่ผ่านการใช้งานหนักมักจะมีชั้นผิวที่ล้า (Fatigue Layer) มีคราบเขม่า หรือเป็นผิว EDM ซึ่งโครงสร้างเหล็กเสียสภาพไปแล้ว
- วิธีทำ: ใช้เครื่องเจียลมหรือตะไบเพชร เจียเปิดผิวหน้าออกจนเห็นเนื้อเหล็กที่สะอาด (Fresh Metal) เพื่อให้มั่นใจว่าลวดเชื่อมจะยึดเกาะกับเนื้อเหล็กที่แข็งแรงจริง
3. เปิดร่องแผลให้รับกับลวดเชื่อม (Chamfering / Groove Preparation)
การเชื่อมลงบนรอยแตกโดยตรงมักทำให้ลวดติดแค่ผิวหน้า แต่ด้านในเป็นโพรง (Lack of Penetration)
- เทคนิค U-Shape: แนะนำให้เจียเปิดปากแผลเป็นรูปตัว U หรือตัว V มุมป้าน โดยให้ความกว้างของร่อง “ใหญ่กว่าขนาดลวดเล็กน้อย” (เช่น ใช้ลวด 0.4 มม. ควรเปิดแผลกว้าง 0.5-0.6 มม.) เพื่อให้เนื้อลวดละลายลงไปเติมเต็มได้ถึงก้นแผล
จุดเล็กๆ ที่ห้ามมองข้าม: จุดต่อสายดิน (Grounding)
นอกจากการเตรียมผิวที่จุดเชื่อมแล้ว การเตรียมผิวที่จุดหนีบสายดินก็สำคัญมาก:
- Must Do: จุดที่หนีบสายดินต้องขัดสนิมหรือคราบสีออกให้หมด เพื่อให้กระแสไฟไหลวนครบวงจรได้เสถียรที่สุด หากไฟเดินไม่สะดวก เครื่องอาจฟ้อง Error หรือรอยเชื่อมจะดำจากการกระแสไฟกระชาก
เลือกขนาดลวดเชื่อมอย่างไรให้เหมาะสม
แนะนำให้ใช้เทคนิคแบบ “ผสมผสาน” (Hybrid Technique) ดังนี้:
- แผลลึกและกว้าง (Deep & Wide Cavity): ใช้ลวดใหญ่ (0.8 – 1.2 มม.) เป็น Root Pass เพื่อสร้างฐานที่แข็งแรง แล้วเปลี่ยนเป็นลวดเล็ก (0.3 – 0.4 มม.) เป็น Cap Pass เพื่อเก็บผิวหน้าให้คมชัดและลดงานขัดแต่ง
- แผลที่ขอบมุมหรือสันคม (Sharp Edge / Corner): ห้ามใช้ลวดใหญ่เด็ดขาด เพราะความร้อนจะทำให้สันแม่พิมพ์ละลายยุบตัว (Edge Burn-off) ควรใช้ลวดเล็กซ้อนหลายชั้น ค่อยๆ แต้มจากฐานไล่ขึ้นไป
- รอยตามด (Pinhole): ใช้ลวดที่ใหญ่กว่ารูเล็กน้อย แล้วอัดด้วยพลังงานปานกลางในครั้งเดียว (Single shot) เพื่อให้อุดเต็มรูทันที ไม่ควรเชื่อมซ้ำๆ เพราะจะทำให้ปากรูช้ำ
เทคนิคขั้นสูง: การเลือกเกรดลวดเชื่อมเพื่อ “ขจัดปัญหาเรื้อรัง” (Smart Material Selection)
ช่างซ่อมแม่พิมพ์มืออาชีพต้องเลือกวัสดุเพื่อ “แก้ปัญหา” โดยเฉพาะในจุดที่เสียหายซ้ำซาก:
1. ทางออกสำหรับงาน Die Casting: หยุดรอยร้าวด้วย MAS-1
ในงานฉีดอลูมิเนียม แม่พิมพ์ต้องรับภาระหนักจาก Thermal Shock (ร้อนสลับเย็น) ทำให้เกิดปัญหารอยแตกลายงา (Heat Checking)
- ปัญหา: หากซ่อมด้วยเกรด SKD61 ทั่วไป อาจเกิดรอยร้าวซ้ำที่เดิมเพราะโครงสร้างขาดความยืดหยุ่น
- ทางแก้ (Solution): เลือกใช้ลวดเกรด MAS-1 (Maraging Steel) ซึ่งมีความเหนียวสูงและทนต่อแรงกระแทกความร้อนได้ดีกว่า ยืดอายุแม่พิมพ์ได้นานขึ้น
2. ตารางเทียบเกรดลวดเชื่อมสำหรับการแก้ปัญหา (Troubleshooting Chart)
Pro Tip: สำหรับงาน Die Casting สามารถใช้เทคนิค “รองพื้นด้วย MAS-1” เพื่อสร้างความยืดหยุ่นที่ก้นแผล แล้วปิดทับหน้าด้วย SKD61 เพื่อให้ผิวหน้ามีความแข็งเท่าแม่พิมพ์เดิม (Buffer Layer Technique)
ระบบนำร่องอัจฉริยะ (Weld Navigation)
Sanwa SW-V02 มาพร้อมฟีเจอร์ที่ช่วยลดความผิดพลาดจากตัวบุคคล (Human Error) และหาค่าพลังงานที่เหมาะสมที่สุด:
- Select Wire Diameter: เลือกขนาดลวดที่ใช้จริงบนหน้าจอ
- Auto-Tuning: ระบบจะปรับกระแสไฟ (Current) และเวลาปล่อยคลื่น (Pulse Duration) ให้อยู่ในจุด “Sweet Spot” อัตโนมัติ
- Fine-Tuning (การปรับละเอียด): หากต้องการแนวเชื่อมแบนราบ ให้หมุนเพิ่มพลังงาน (Power) เล็กน้อย แต่หากต้องการเชื่อมพอกนูนหรือเชื่อมมุม ให้ลดพลังงานลงเพื่อให้ลวดคงรูป
ข้อดีของการใช้ Sanwa SW-V02 ต่อธุรกิจของคุณ
- ลดต้นทุนระยะยาว: แม่พิมพ์ไม่เสียรูป ไม่ต้องส่งชุบแข็งใหม่ หรือทำแม่พิมพ์ใหม่
- งานเสร็จไว (Speed): เป็นเครื่อง Portable ซ่อมหน้างานได้ทันที ประหยัดเวลาขนย้ายหลายชั่วโมง
- คุณภาพผิวงานเยี่ยม: แนวเชื่อมมีความเรียบเนียน ลดภาระงานขัดแต่ง (Polishing) ลงได้ถึง 50%
- ความแข็งสม่ำเสมอ: โครงสร้างวัสดุไม่เปลี่ยน ทำให้จุดซ่อมไม่ยุบตัวเมื่อใช้งานจริงภายใต้แรงกดสูง
ชมวิดีโอสาธิตประสิทธิภาพการใช้งานจริงของ Sanwa SW-V02 ที่ช่วยให้งานซ่อมแม่พิมพ์ระดับอุตสาหกรรมกลายเป็นเรื่องง่าย ประหยัดเวลา และได้ผลลัพธ์ที่แม่นยำที่สุด
เจาะลึกข้อสงสัย: คำถามที่พบบ่อยเกี่ยวกับการซ่อมแม่พิมพ์ด้วย Sanwa SW-V02
คำถาม: เครื่องเชื่อมเย็น Sanwa SW-V02 แตกต่างจากการเชื่อม TIG ทั่วไปอย่างไร?
ความแตกต่างหลักคือ “ความร้อนสะสม” ครับ เครื่องเชื่อมเย็นจะปล่อยพลังงานเป็นจังหวะสั้นระดับมิลลิวินาที ทำให้ความร้อนไม่แผ่กระจายเป็นวงกว้างเหมือนการเชื่อม TIG ทั่วไป ช่วยป้องกันแม่พิมพ์บิดเบี้ยวหรือเสียรูปทรงได้อย่างมีประสิทธิภาพ
คำถาม: ทำไมต้องเลือกใช้ลวดเกรด MAS-1 ในงานซ่อมแม่พิมพ์ Die Casting?
เพราะลวดเกรด MAS-1 (Maraging Steel) มีความเหนียว (Toughness) สูงเป็นพิเศษ ออกแบบมาเพื่อรับมือกับปัญหา Thermal Shock หรือความร้อนสลับเย็นในแม่พิมพ์ฉีดอลูมิเนียมโดยเฉพาะ ซึ่งลวดเกรด SKD61 ทั่วไปมักจะมีความแข็งแต่เปราะ ทำให้เกิดรอยร้าวซ้ำที่เดิมได้ง่ายครับ
บทสรุป: ยกระดับมาตรฐานการซ่อมแม่พิมพ์ด้วย Sanwa SW-V02
เครื่องเชื่อมซ่อมแม่พิมพ์ Sanwa SW-V02 ไม่ใช่เพียงแค่เครื่องมือช่างทั่วไป แต่คือเทคโนโลยี Portable Cold Welder ที่ถูกออกแบบมาเพื่อยกระดับมาตรฐานการบำรุงรักษาในอุตสาหกรรมการผลิตยุคใหม่ การทำความเข้าใจและเลือกใช้พลังงานที่เหมาะสม รวมถึงการเลือกเกรดลวดเชื่อมที่ตอบโจทย์ปัญหาเฉพาะจุด เช่น ลวด MAS-1 จะเป็นกุญแจสำคัญที่การันตีได้ว่า แม่พิมพ์อันมีค่าของคุณจะกลับคืนสู่สายการผลิตได้อย่างรวดเร็ว มีโครงสร้างที่แข็งแรงทนทาน และพร้อมทำงานได้อย่างเต็มประสิทธิภาพอีกครั้ง
ติดต่อ Factory Max เพื่อขอคำปรึกษา การสาธิตการใช้งานจริง หรือข้อมูลเพิ่มเติม ทีมวิศวกรขายของเราพร้อมช่วยเหลือคุณในการยกระดับกระบวนการซ่อมบำรุงแม่พิมพ์ให้ถึงระดับคุณภาพที่แม่นยำและสมบูรณ์แบบที่สุด
- โทร: 02-333-8888
- Line: @factorymax
- Website: www.factorymax.co.th